



























































.jpg)

D-Control (Buckley) Forensic Report
I. Project Summary
- Role: Lead Mechanical Engineer (“The Architect”).
- Mandate: Engineer the physical architecture of Buckley — Digidesign’s flagship large-format console replacing ProControl — as a modular enclosure system scaling from 16 to 80 faders within the ICON integrated environment.
- Core Achievement: Delivered the ICON flagship through a tolerance-physics war that hit a 50% rejection rate at its peak, compressing a two-month DFM campaign into 2.5 weeks to keep flagship revenue shipping.
II. The Anatomy of Failure
1. The Tolerance War: Physics Multiplies
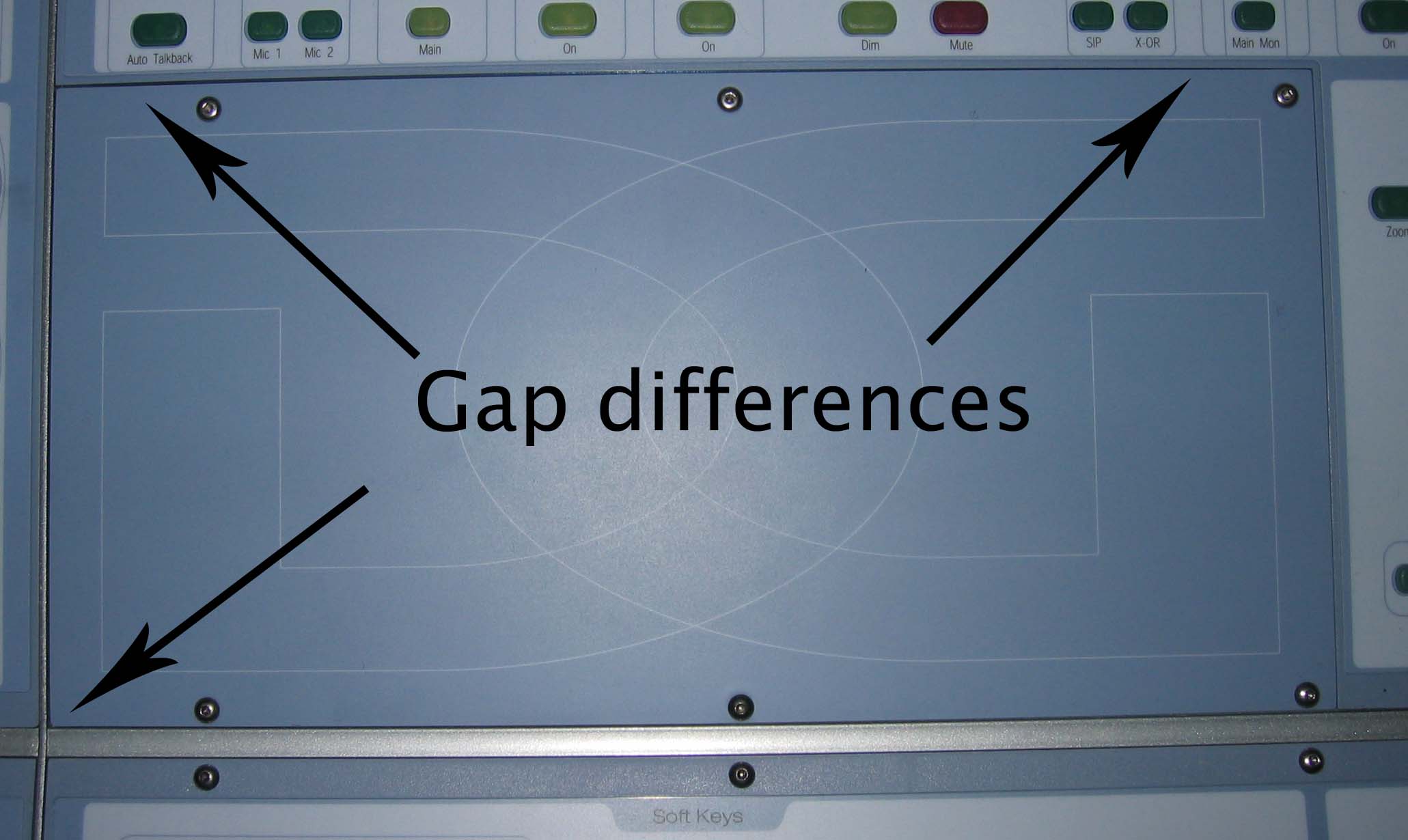
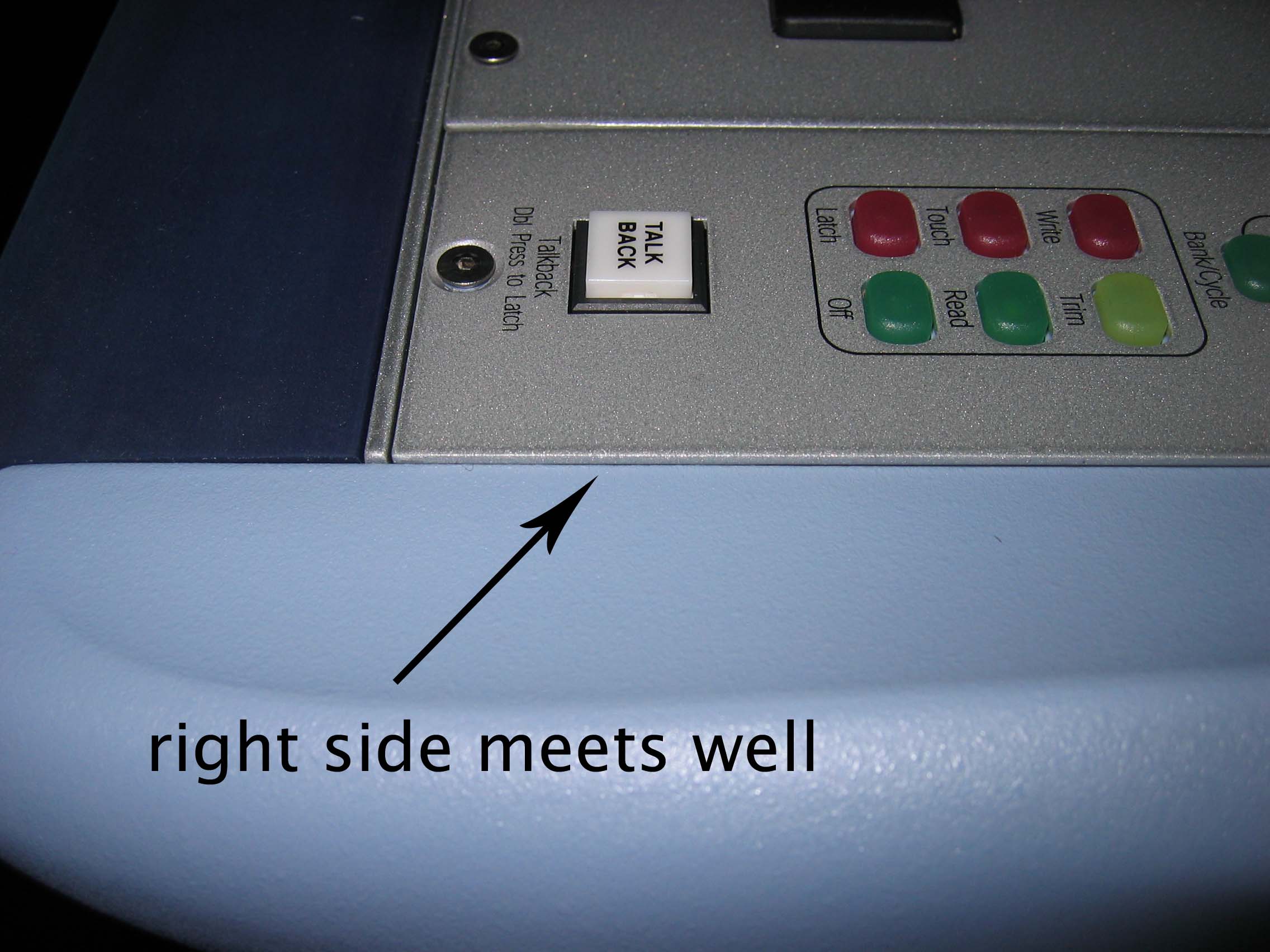
- Trigger: Modular consoles multiply error. Across a five-module, ten-foot array, individually in-spec chassis (±0.020”) stacked into misaligned mounting holes — “the difference between an acceptable unit and failing unit is actually smaller than is advertised.” The symptoms: gaps between fader modules, stripped screws, cracked end caps, and installers who “strapped and squeezed and pressed and prayed — finally we put shims under the feet to hold it together.”
- Intervention: Attacked on three fronts: rigidifying sheet-metal changes; emergency plastics ECO 6310 enlarging mounting holes and boss diameters to stop cracking and stripping under torque, plus key-ing relief on side plates (ECO 8197) and an interim ream-the-holes protocol; and an institutionalized brute-force assembly method — the ratcheting nylon strap compressing modules into alignment before the tie plates (with ovalized holes for squaring) locked them rigid.
- Result: Production stabilized and field assembly failures eliminated; the strap-and-jig method became standard operating procedure for large arrays.
2. The Bowed Pans: 50% Rejection
- Trigger: Fader pans arrived arched — PEM hardware insertion stretched the sheet steel point by point across the part’s width until flat pans bowed and side-plate holes no longer aligned. Personal inspection of the first 42-pan batch rejected more than half.
- Intervention: A two-phase salvage: an immediate “table edge” cold-working protocol — demonstrating to the assembly crew how to tweak warped pans back into flatness spec — and a systemic vendor fix: redistributed PEM insertion sequencing plus a mandatory post-insertion flattening operation before parts left the fabricator.
- Result: The rejected inventory recovered on the floor, the root cause closed at the vendor, and the pilot line never stopped.
3. The 2.5-Week Compression
- Trigger: June 2004 — production stalled on the tolerance crisis while the D-Command program ran in parallel. The fix list amounted to a two-month DFM and manufacturing-optimization campaign the schedule could not afford.
- Intervention: Pivoted to become the sustaining point-of-contact, designed and fabricated fader-pack assembly jigs from home to bypass tooling lead times, and ran the ECO set through a dedicated sustaining channel that bypassed standard communication lag.
- Result: The two-month campaign executed in 2.5 weeks; D-Control systems shipped to studios globally, validated by a TEC Award nomination.
4. The 80-Fader Mathematics
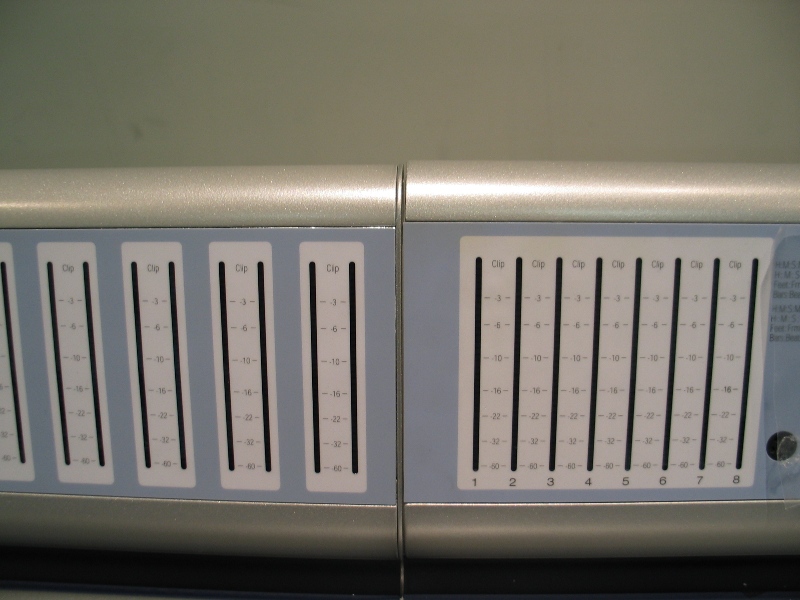
- Trigger: Scaling to 80 faders meant five independent “buckets” on a rail-based stand spanning roughly ten feet — with rail lengths that had to absorb cumulative manufacturing variance without visible gaps.
- Intervention: Calculated the rail system to the ten-thousandth of an inch (unit width 23.079” plus 0.020” tolerance per module) across every configuration — defined C-Mid and D-Mid rail lengths for two- and three-module spans — and decoupled the control surface from the structure so any configuration assembled from the same construction set.
- Result: A single architecture serving every installation from 16 to 80 faders, engineered to the edge of sheet-metal physics and honest about where brute force (the strap) finished the job.
5. The Tinderbox: V-2 Contamination
- Trigger: A routine revision-control investigation exposed that 90% of prototype PCBs from one vendor carried UL 94 V-2 material — “a virtual tinderbox” against the mandated self-extinguishing V-0 — and four different shop logos proved the vendor was brokering the work out uncontrolled.
- Intervention: Immediate containment and quarantine of in-house prototypes, verification that zero V-2 boards had shipped to customers, and termination of the vendor for engineering prototypes.
- Result: A fire-liability near-miss closed before production exposure — and a permanent lesson in incoming material inspection.
III. Governance & Rhythm
- The Pulse: High-friction cross-functional synchronization through dedicated distribution lists and sustaining-issue groups; vendor-direct file transfer for quick-turn builds; the $50–$100 XMON cost-delta decision adjudicated toward a single shared monitor chassis across Buckley and Danko — trading piece price for offshore turnkey volume leverage.
- The Artifacts: The Buckley PRD; ECO 6310 and 6323; ECO 8114 (the EMI gasket); the stand configuration drawings; the crack and bracket-misalignment photography.
IV. Quantified Impact
- Compressed a 2-month DFM campaign into 2.5 weeks to unblock flagship revenue.
- Recovered a >50% fader-pan rejection rate via manual rectification plus vendor process re-engineering.
- Scaled the modular architecture to 80 faders across five modules on rail math held to 0.0001”.
- Contained the V-2 flammability violation with zero customer exposure.
- Owned 26 stand sheet-metal releases, the structural plastics set, and the PCB dimensional-control drawings as a solo mechanical mandate.
V. Source Trail
The claims above rest on the project’s primary evidence archive — ECOs, configuration drawings, and defect photography — compiled through the NotebookLM forensic registry:
- ECO 6310 — mounting hole and boss diameter enlargement; ECO 8197 — side-plate keying relief.
Crack.jpg— end-cap failure under torque stress;DSC01740/41.JPG— bracket misalignment.PCII_CONFIGS.pdf/PC2_stand_configA.xls— stand configuration and rail-length definitions.942011718-00_revA_mod.pdf— the assembly-clearance sheet-metal modification.- The V-2 investigation record (July 1, 2004) — the tinderbox containment.