


KSYSTEM-120 (Orpheus) Forensic Report
I. Project Summary
- Role: Senior Mechanical Design Engineer.
- Mandate: Architecture and NPI execution for the Orpheus server platform — a high-volume application targeted at 800,000 units/year, carrying Kaleidescape’s signature “Glow” aesthetic into mass production.
- Core Achievement: Salvaged the Glow lighting architecture, broke a 3-units-per-hour paint-masking bottleneck back to the 20-unit target, and carried a 50-unit pilot through three simultaneous stop-ship failures.
II. The Anatomy of Failure
1. The Glow Debacle: Physics of a Signature
- Trigger: The Glow failed uniformity — “dim spots” tracking LED placement and a sharp dark border instead of a diffuse gradient. The root causes were layered: a ~70 mV forward-voltage tolerance between LEDs translating into visible brightness lottery, and a curved bezel forcing the rigid PCB’s end LEDs closer to the lens than the center, creating hot spots by inverse-square law.
- Intervention: Attacked each layer on its own physics: series resistance increased ~40x (50 Ω to 500 Ω) to swamp the voltage variance and force uniform current; a positional hardware tuning matrix graduating the five edge LEDs through a 7-6-5-4-3 dimming sequence against the center’s default; and a halftone “fade film” — a fine dot screen — diffusing the point sources and masking the structural rib’s shadow line.
- Result: Visual acceptance for the pilot (“60% of the way there,” honestly logged) with the fix rendered hardware-deterministic — software-independent by design.
2. The Masking Bottleneck: 3 Per Hour
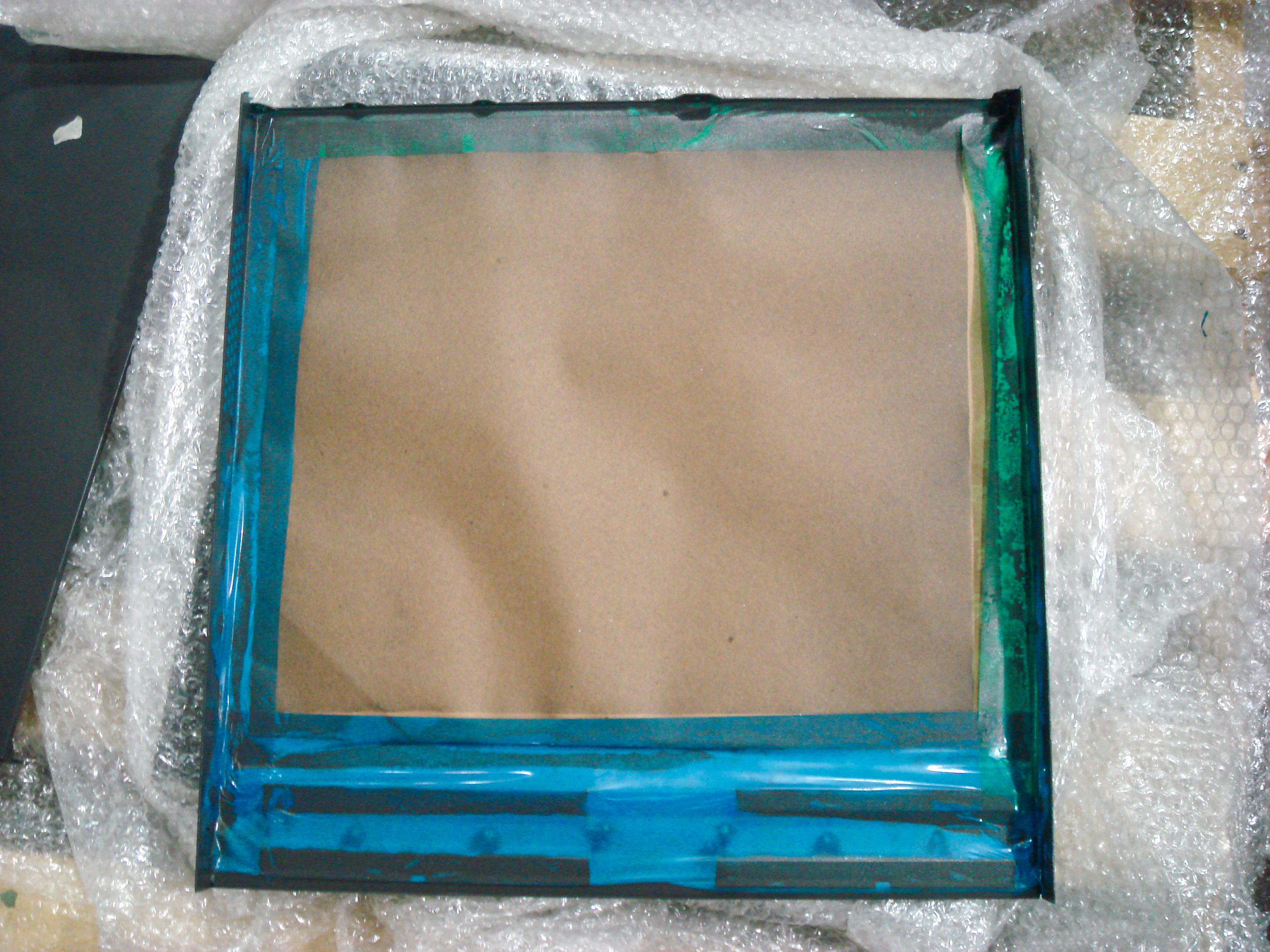
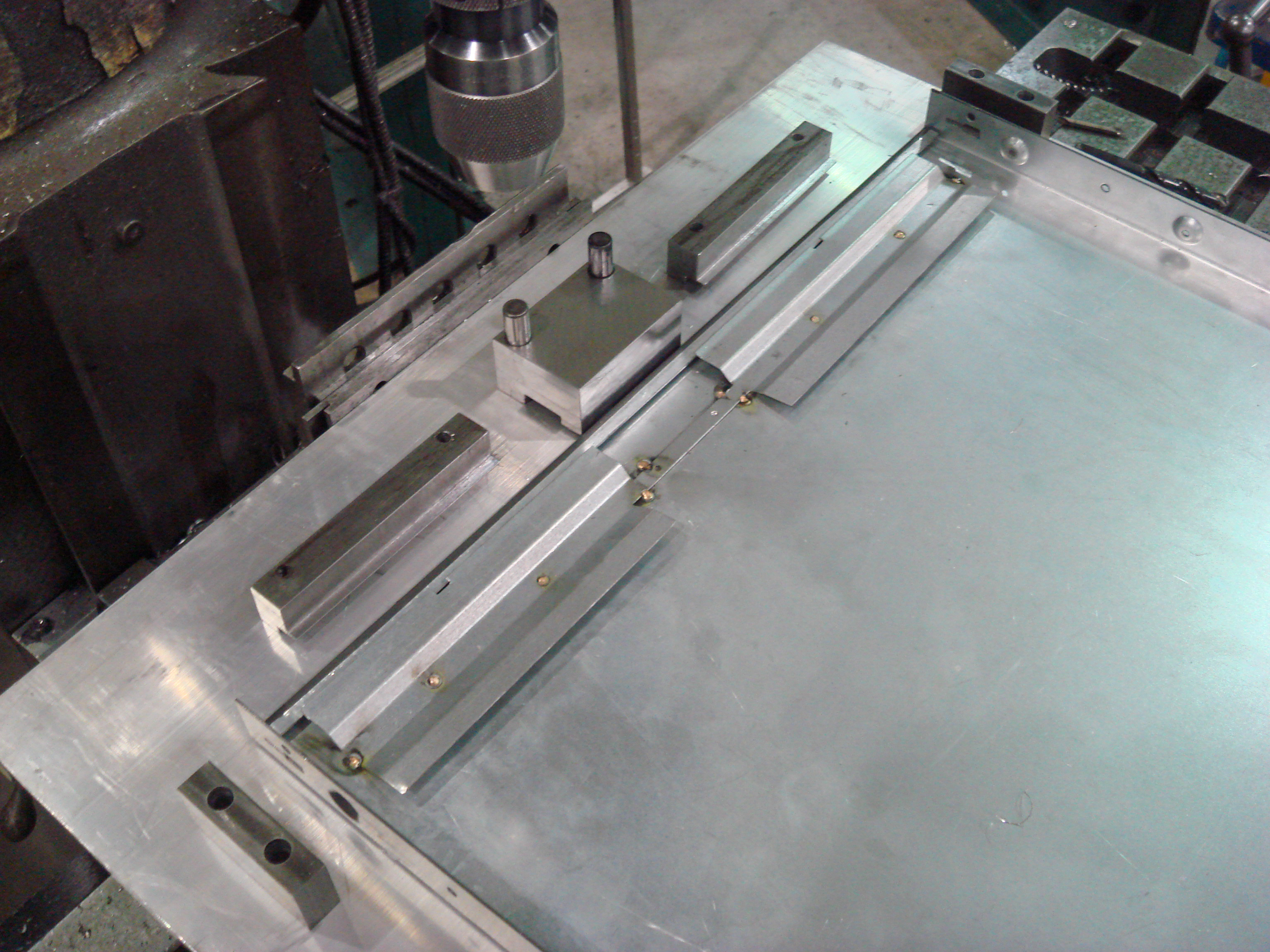
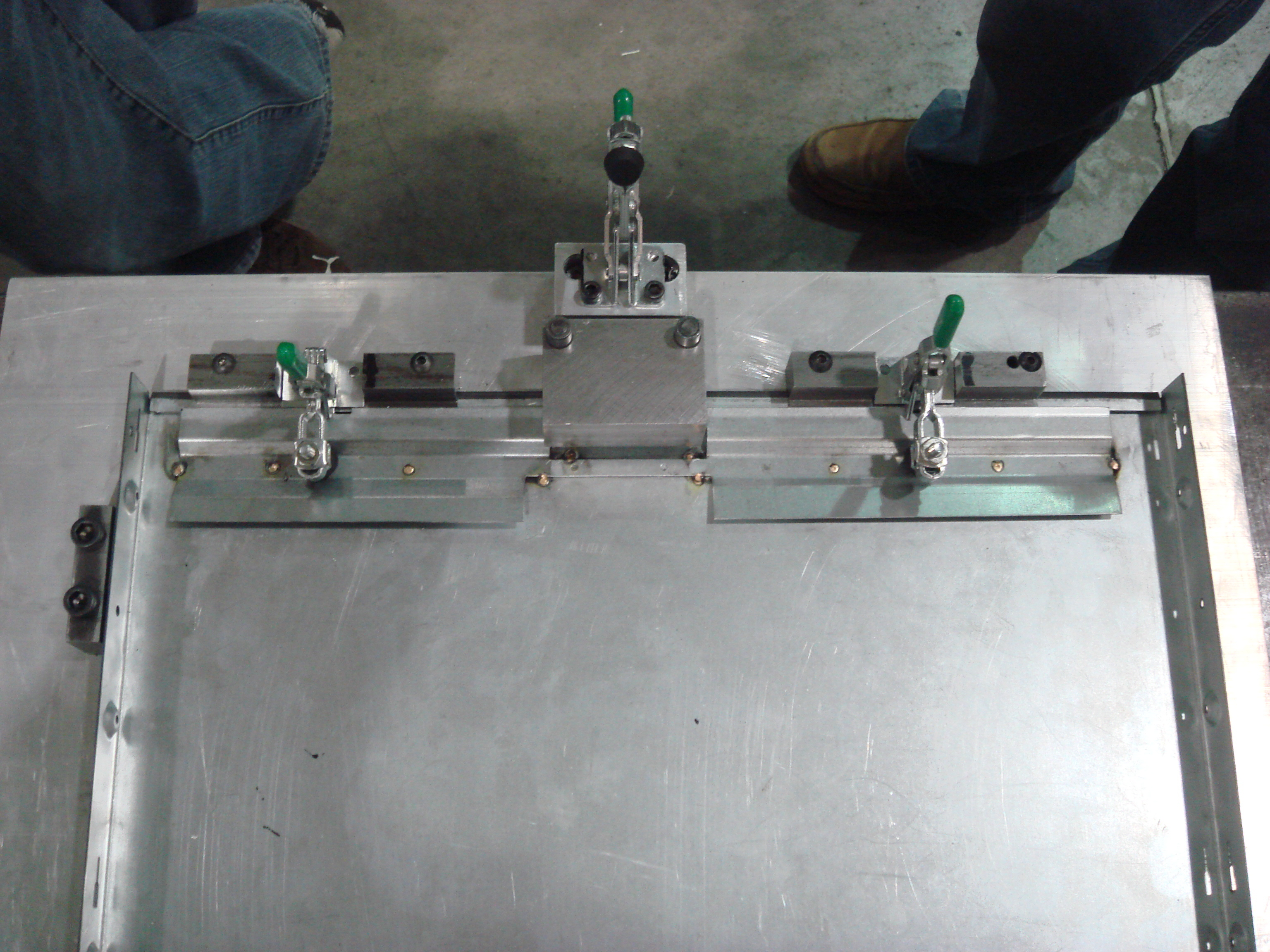
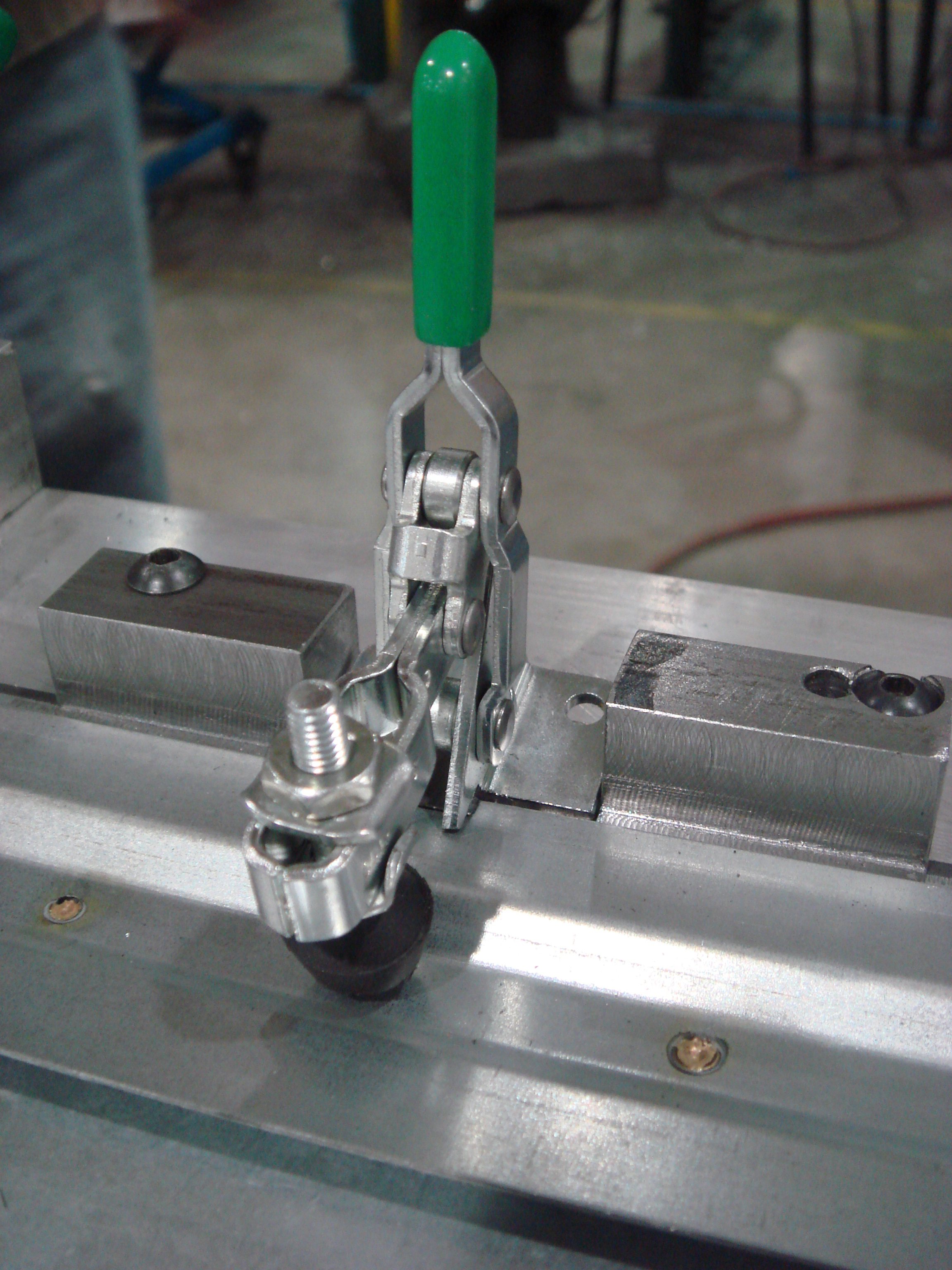
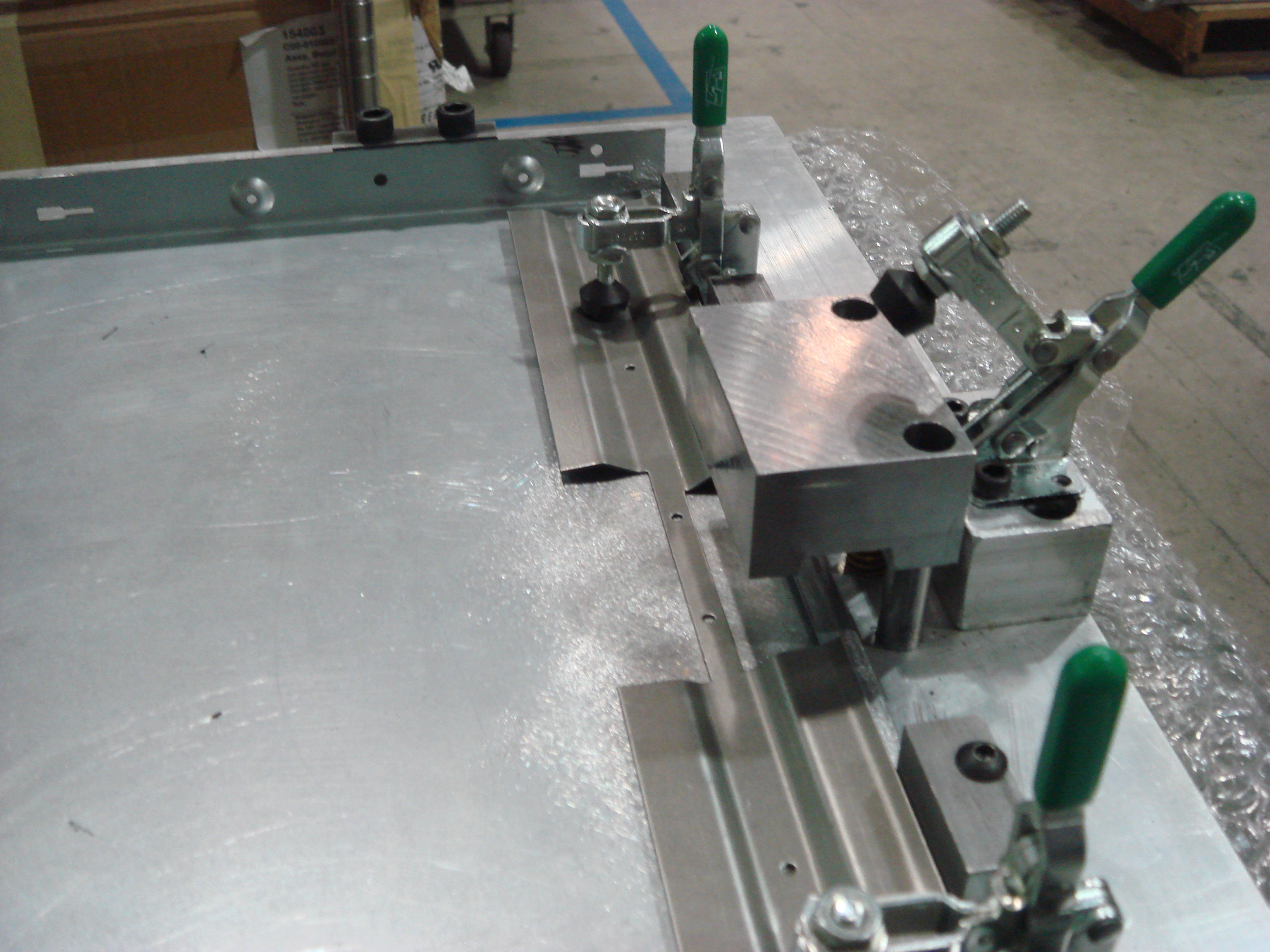
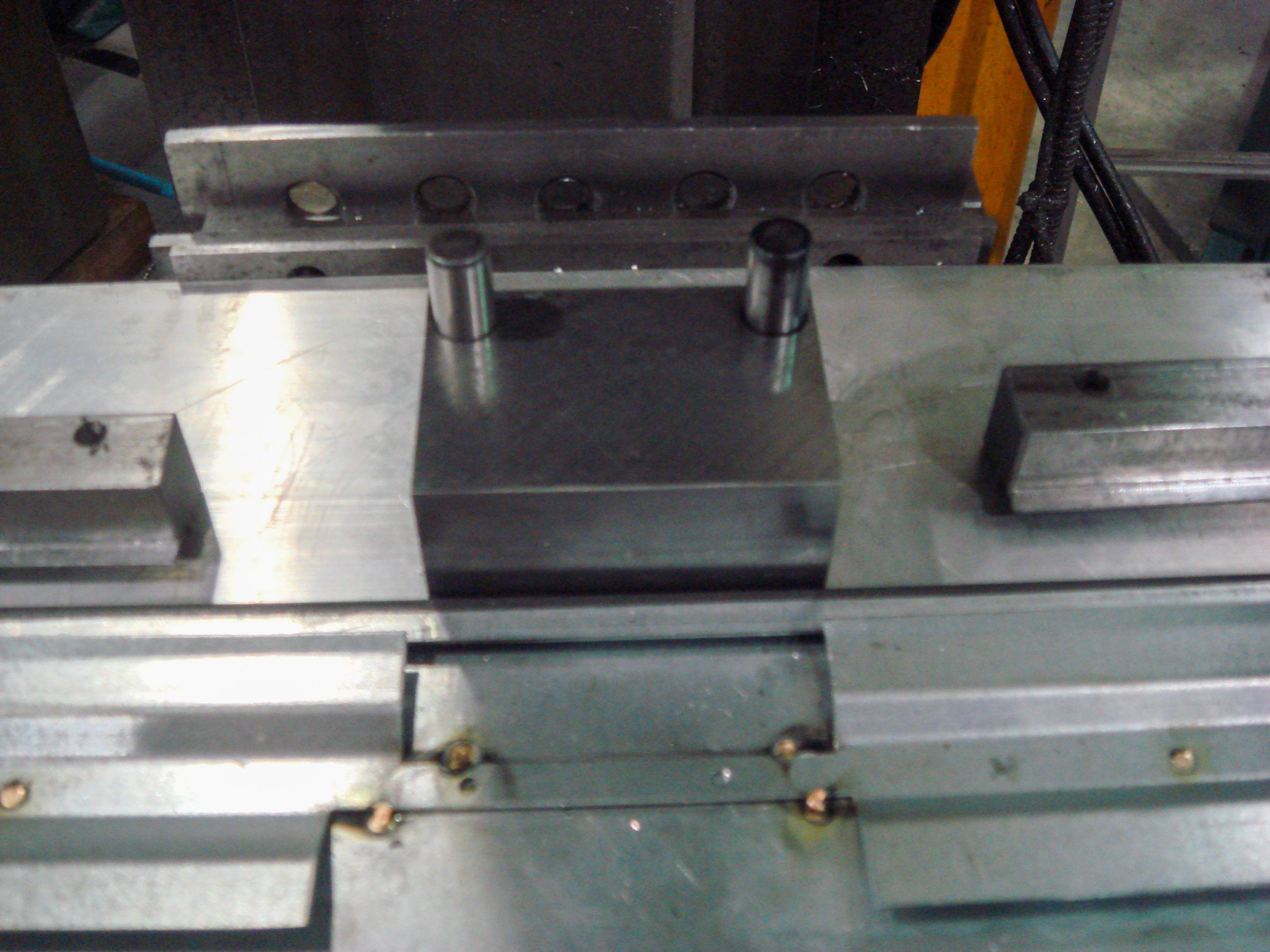
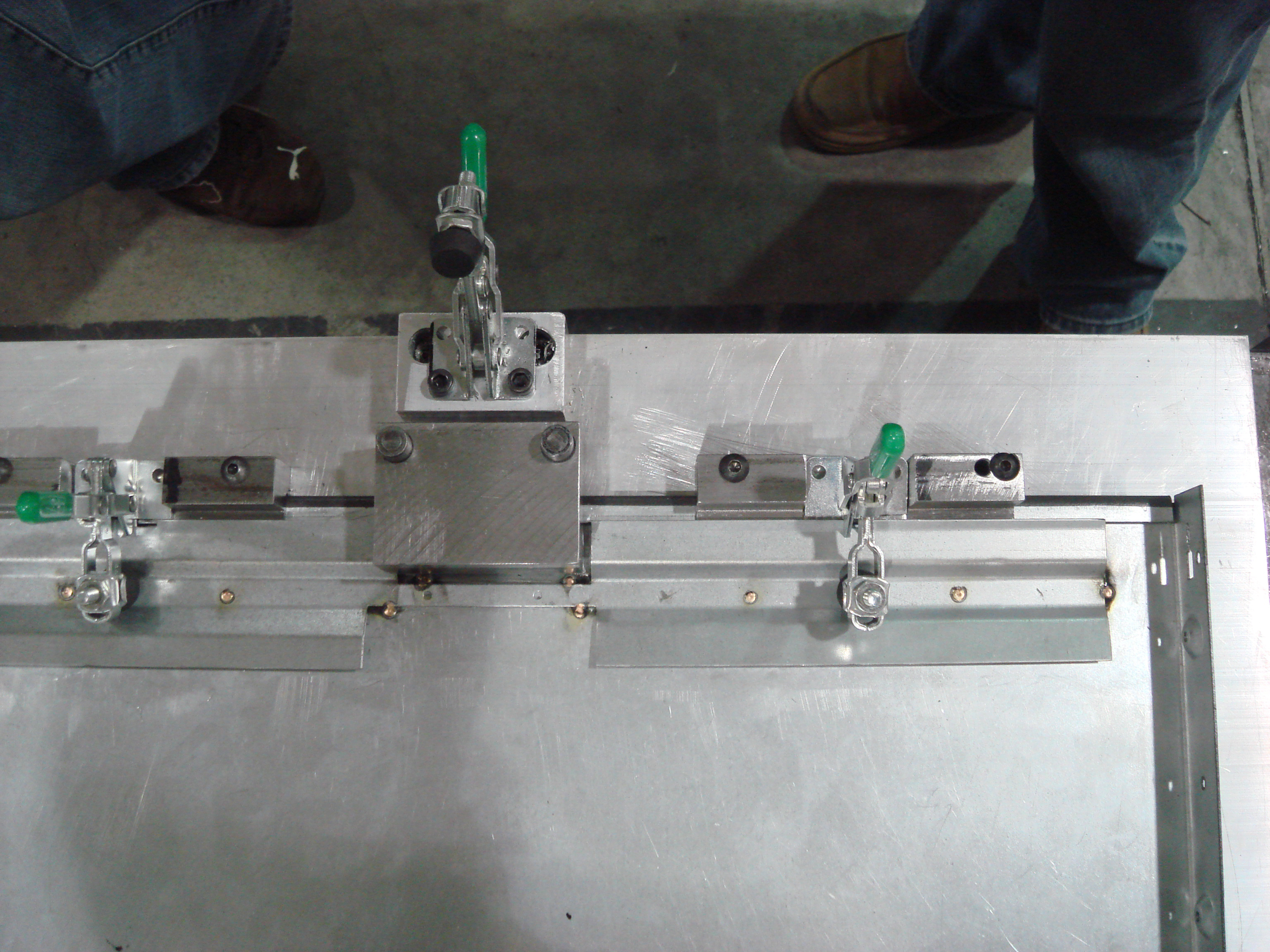
- Trigger: The chassis base’s complex geometry collapsed the paint line: manual vinyl masking of grounding points and threaded inserts ran at 3 pieces/hour against a 20-piece target, threatening the 300-unit ramp.
- Intervention: Rejected the vinyl method and directed a dedicated hard paint fixture — mechanical shielding clamped over the prohibited zones, converting variable labor into fixed tooling — backed by a cost analysis of zero-overspray ($3.63) versus joined-paint ($1.60) finishes.
- Result: Throughput restored 566% to target, achieving zero-overspray quality on critical electrical features without the labor penalty.
3. The Pilot Gauntlet: Three Stop-Ships at Once
- Trigger: The 50-unit pilot exposed three simultaneous critical failures. The “Thumb of God”: cable density flexed the player PCB during insertion, shearing resistor R332 and fracturing BGA solder joints — a 20% fallout rate of permanent boot-loops. The “Hammered Lid”: a front weldment at 0.45” against a 0.300” spec crushed the drive cage until assemblers were literally prying lids and hammering units closed, fracturing spot welds. And the late-released FCC grounding spring interfered with the older-revision drive cages, leaving the build regulatory non-compliant.
- Intervention: Surgical sheet-metal relief slots and a four-hole rigidifying standoff pattern killed the PCB flex; a documented deviation let the pilot ship with the lid interference while corrected parts were expedited for the ramp; and the interfering springs were drilled out of the first 50 HDD assemblies — accepting, on the record, that those units would never retail.
- Result: The pilot completed and was redeployed where it belonged: internal validation, safety/EMI engineering, marketing photography, and beta field trials — while the 300-unit ramp got clean parts.
4. The Compliance Build: Closing the Faraday Cage
- Trigger: Early EMI scans failed on chassis mating — lid-to-base gaps opened by chassis flex, insufficient PSU case grounding — while safety certification flagged the front USB port labeling and a PSU insulator that missed CSA overlap requirements on the wire side.
- Intervention: Moved earth ground from the PSU case to a dedicated fan-tray mounting hole, sealed the top lip with conductive foam and copper gaskets, engineered drive-cartridge shielding and blanking plates, implemented the least-objectionable USB label inside the bezel recess, and fixed the insulator overlap — plus urgent PSU/fan arrangement drawings to support the vendor’s own certification.
- Result: Mechanical compliance engineered rather than negotiated — the Faraday cage closed, the safety findings cleared, the 31 dB acoustic target pursued through fan-cage isolation tuning.
5. The Revision Mismatch
- Trigger: A lid that wouldn’t latch traced not to design but to configuration management: the fabricator built the chassis base at Rev 7 and the fan tray at Rev 5, stacking 0.005–0.020” of built-in interference.
- Intervention: Cross-referenced the fabrication drawings against the physical parts to prove the mismatch, bent the interfering return clear as field triage, and tightened revision control with the vendor.
- Result: A stop-ship bypassed in hours and a process lesson recorded: version control failures wear mechanical disguises.
III. Governance & Rhythm
- The Pulse: High-frequency “Glow Powwows” and “Megalon Powwows” across engineering, ID, and operations; Arena PLM for BOMs, Windchill for CAD, 8-day-ARO machined heatsink prototypes for thermal validation ahead of hard tooling — and cost discipline down to a $0.38/unit thermal-package saving accepted over a larger one to preserve single-source warranty coverage on the motherboard vendor.
- The Artifacts: The 300-piece proposed rev-run worksheet; the Rev 11 base presentation; the first-draft mechanical schedule; the pilot deviation records.
IV. Quantified Impact
- Increased paint-masking throughput 566% (3 to 20 pieces/hour) via fixture development.
- Stabilized the Glow signature through a 40x resistor desensitization and positional dimming matrix.
- Recovered a 20% pilot PCB fallout via relief slots and rigidifying standoffs.
- Salvaged the 50-unit pilot through three simultaneous stop-ship conditions with documented deviations.
- Engineered FCC/CSA mechanical compliance: grounding pivot, gasketed lid, shielding, insulator fix.
- Managed mechanical architecture against an 800,000 unit/year application target.
V. Source Trail
The claims above rest on the project’s primary evidence archive — build photography, rev-run worksheets, and powwow records — compiled through the NotebookLM forensic registry:
PROPOSED REV RUN ORPHEUS (300pzs).xls— the production ramp worksheet.501-1092-00_REV_11 PRESENTATION.ppt— the chassis base revision record.Orpheus Mechanical schedule -- first draft.pdf— the NPI schedule.image001.jpg/Wud_18_straight_on_final.jpg— Glow failure and fix verification photography.DSCF3842.JPG— fastener evidence;orph_drive_1.jpg— drive rail validation.2MJ-15~1.PDF— the “will this fit” interference check.