





D-Command (Danko) Forensic Report
I. Project Summary
- Role: Lead Mechanical Engineer (“The Architect”) — a documented solo mandate.
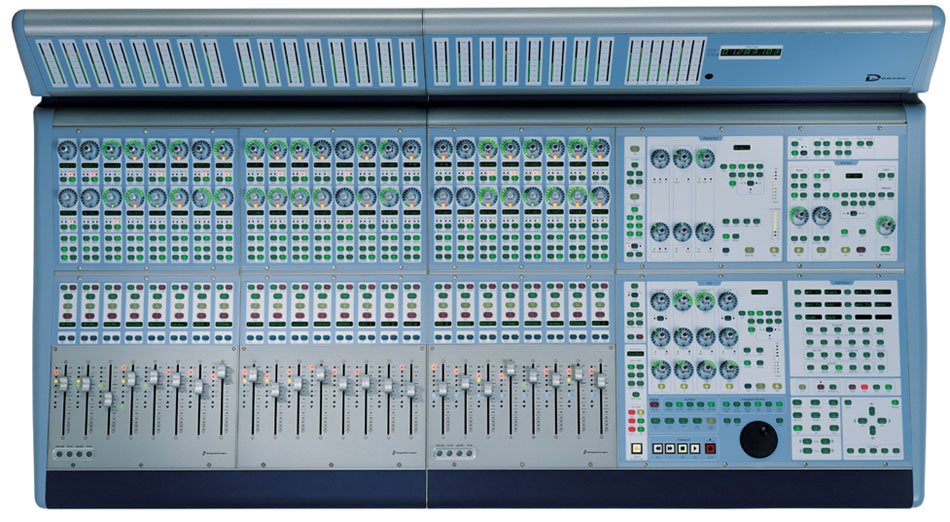
- Mandate: Engineer the mid-format console (“Danko”) on Buckley’s architecture under aggressive cost-down reuse — 24+ unique sheet-metal parts, nine PCB dimensional-control drawings, the full plastics set, and every assembly drawing through one engineer.
- Core Achievement: Carried the console from a 50% fader-pan rejection crisis to its UL Notice of Approval on April 19, 2005 — nine days before first customer ship.
II. The Anatomy of Failure
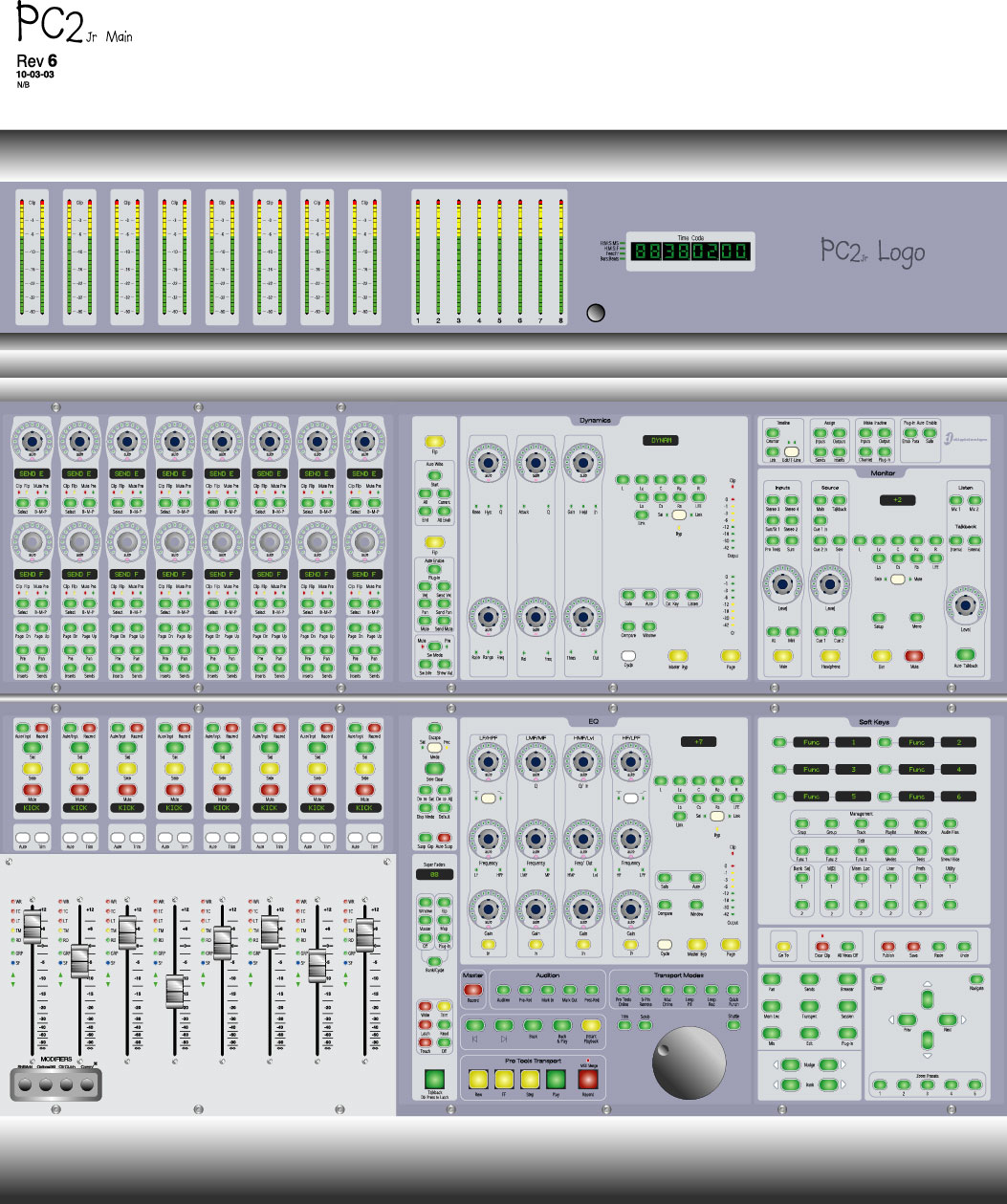
1. Thermal Crisis: Vegas Mode Overdrive
- Trigger: The fanless design had to survive worst-case abuse. The DOE forced it: a hidden command drove every motorized fader continuously while a Pro Tools session lit nearly every LED, with the unit flat on a table to choke the bottom intake. Internal “attic” temperature spiked from 31°C to 41°C; the LED supply heatsink hit 61°C against power supplies rated for 50°C ambient.
- Intervention: Enforced strict internal cable-routing protocols into the manufacturing process instructions — the wiring “snake” must never drape over the supplies and block the natural-convection chimney — and wrote the airflow warning into the user manual.
- Result: Forty-minute continuous stress validated stable operation, and the meter bridge stayed “barely warm” — vindicating the cost-down switch to single-color LEDs (25% fewer emitters, half the driver chips, materially less heat).
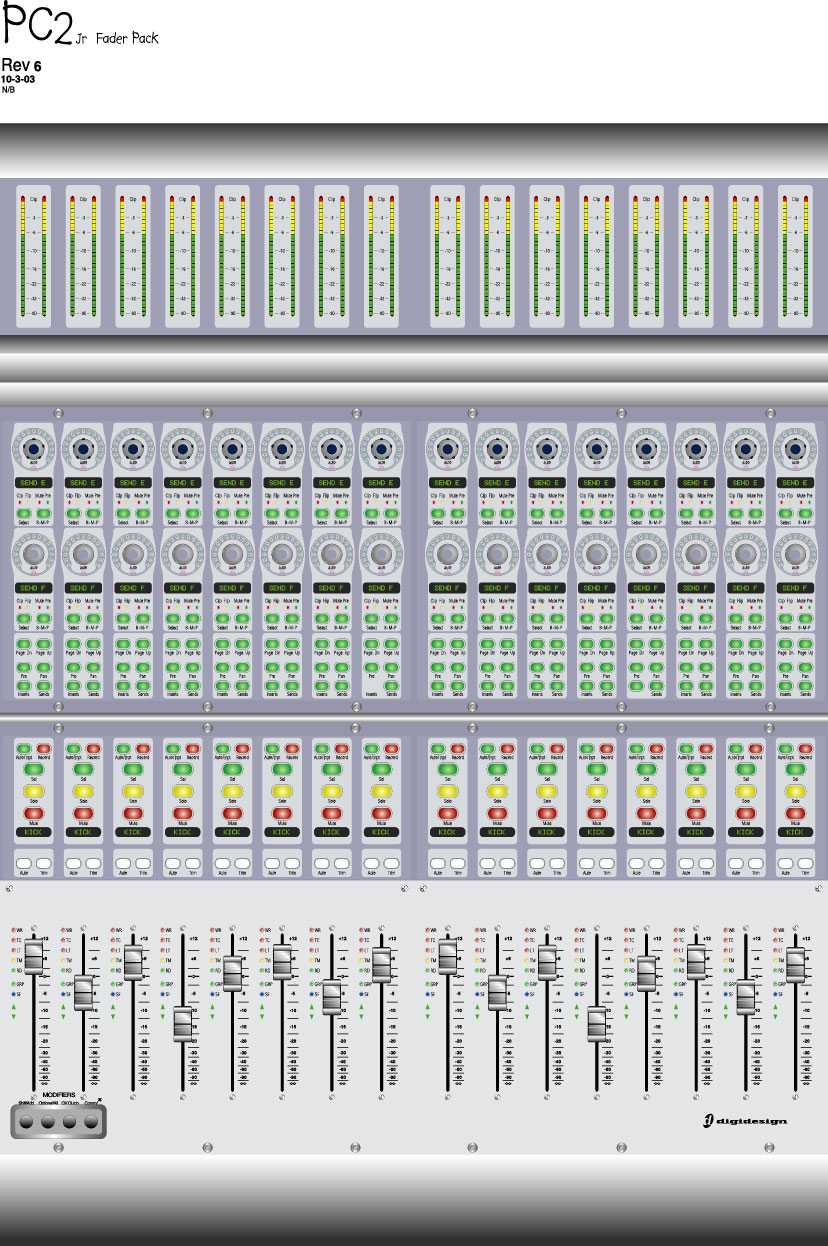
2. Yield Crisis: Warped Pans and Green Bleed
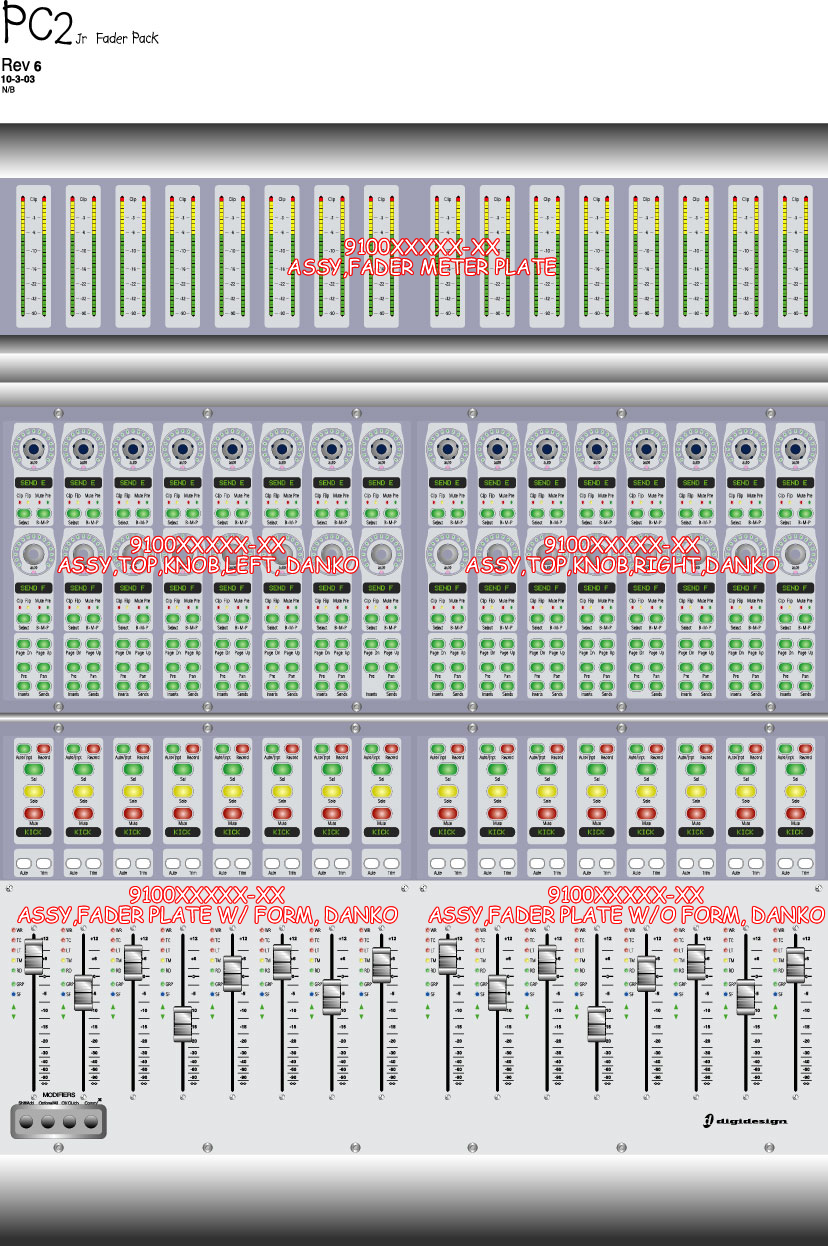
- Trigger: Two fit failures at once: fader pans arrived bowed from PEM-insertion stretch — 21 of 42 rejected — and pre-production units showed “green light bleed,” the sheet-metal chassis physically crushing LCD flex cables, stressing solder joints and leaking light into the mute switches.
- Intervention: Instituted 100% manual flatness inspection with the table-edge tweaking protocol to salvage stock while the vendor implemented distortion control and a secondary flattening operation; engineered relief cuts into the sub-assembly to clear the LCD flex entirely.
- Result: Assembly yield stabilized for pre-production, and a long-term solder-joint reliability risk eliminated rather than tolerated.
3. The Plastic Faraday Cage
- Trigger: Unlike Buckley’s steel, Danko’s cost-down used injection-molded ABS top covers — transparent to electromagnetic radiation. Early conductive coatings caused a secondary crisis: paint built up in button holes and made the buttons stick. Mid-ramp, manufacturing discovered the EMI gasket wasn’t even on the BOM, and pre-scans showed leakage at the RJ45 port.
- Intervention: Qualified a new-formula conductive coating with strict masking (verified under 4 ohms corner-to-corner with zero button friction); issued ECO 6531 adding copper-foil shielding tape to bridge the coated plastic to chassis ground; released the dedicated EMI gasket via ECO 8114; resolved the RJ45 leak through routing and gasket sealing — all on top of design-for-emissions geometry that controlled slot lengths from the CAD phase.
- Result: A plastic-topped console that passed FCC Class A, CE, and Canadian emissions — with the enclosure geometry itself passing its first pre-scan unmodified.
4. The Compliance Sprint: 60 Volts in 2 Seconds
- Trigger: Pre-production units failed the UL AC-withdraw test — voltage on the unplugged mains pins wasn’t dropping below 60 Vdc within two seconds, a shock hazard rooted in excessive line-side capacitance.
- Intervention: Re-specified the AC harness bleeder from 1 MΩ to 750 kΩ to drain the charge in time, with a production transition to a Delta line filter carrying a built-in bleeder to eliminate the manual crimp; held the UL 94 V-0 material line on every plastic and PCB after the prototype V-2 scare.
- Result: UL Notice of Approval April 19, 2005 — US, Canadian, and EU certification secured days ahead of the April 28 first customer ship.
5. The Solo Mandate
- Trigger: Management’s own record: “at the end of the day Erik is solo on the part and assembly drawings” — a single point of failure for the entire console’s mechanical documentation, concurrent with sustaining the D-Control crisis.
- Intervention: “Shadow logistics” — vendor-direct FTP transfers and negotiated trade-offs (a $5,000 expedite fee waived against accepted schedule slack) bypassing bureaucratic latency; cost wins extracted in passing, including eliminating 100 feet of internal snake cable per unit through routing optimization.
- Result: First-customer-ship velocity held with zero design-team redundancy — documented as a governance risk, not romanticized.
III. Governance & Rhythm
- The Pulse: Vendor-direct management of the fabricator and molder under the shared-XMON one-box strategy inherited from Buckley; thermal characterization owned through DOE across EVT and DVT.
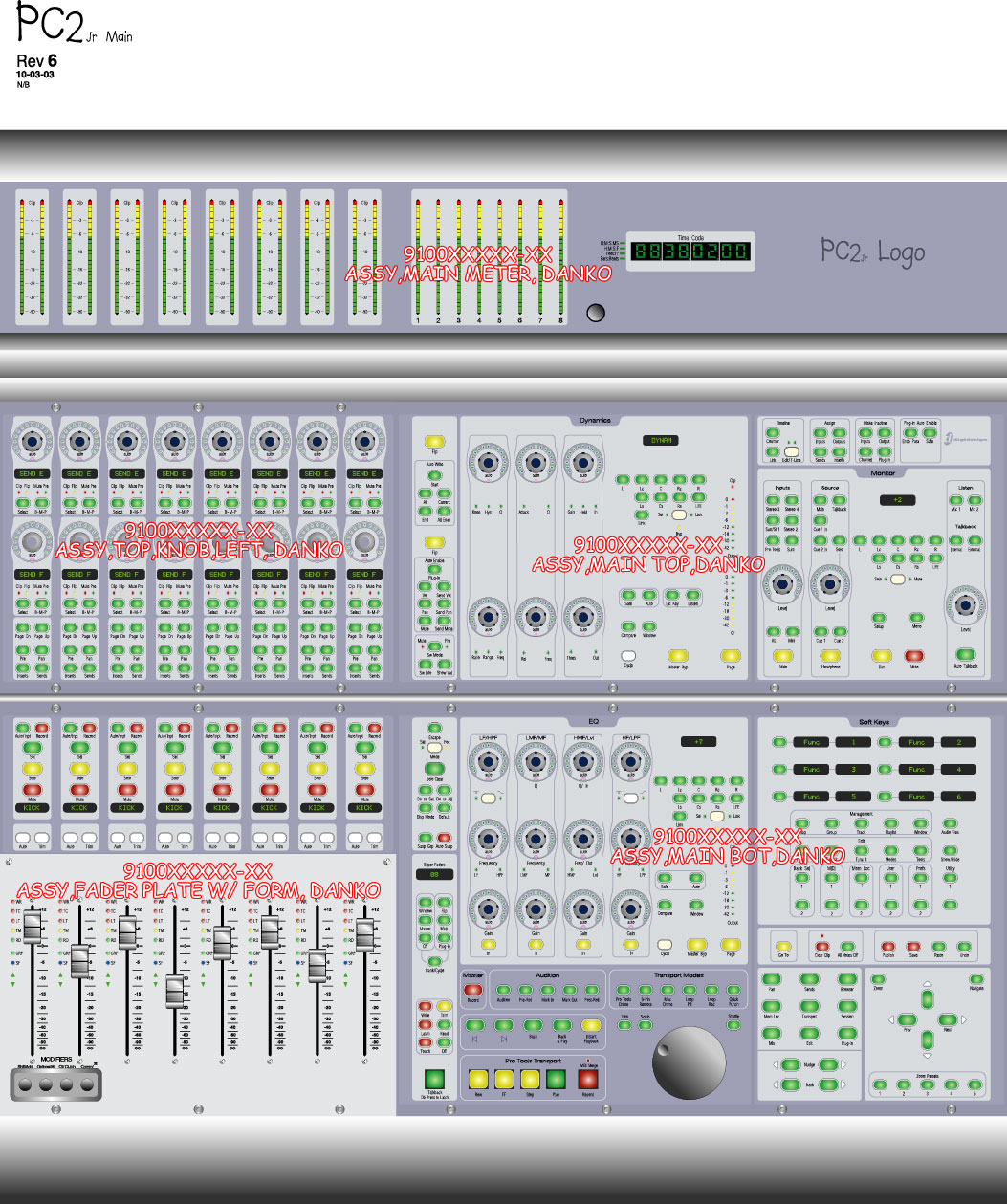
- The Artifacts: The Danko PRD v1.0; ECOs 6466, 6531, 7774, and 8114; the main-meter and sheet-metal print sets; the regulatory matrix (UL/IEC/CSA 60065, FCC Part 15 Class A, EN55103 E4, RoHS-transitioned finishes, ASTM-B633 plating, Mold-Tech texture and Class-A surface specifications).
IV. Quantified Impact
- Salvaged 50% of the initial fader-pan inventory via manual flatness protocols while the vendor process was corrected.
- Validated the fanless thermal architecture under a worst-case DOE — 61°C heatsink ceiling held by process discipline.
- Certified a plastic-enclosure console to FCC Class A with a sub-4-ohm conductive skin and zero enclosure-geometry rework.
- Passed the failed AC-withdraw safety test via the 750 kΩ bleeder respecification.
- Eliminated 100 feet of internal cable per unit; negotiated the $5,000 expedite waiver.
- Released 24+ sheet-metal parts and nine PCB DCDs as a solo mechanical mandate, NOA to FCS in nine days.
V. Source Trail
The claims above rest on the project’s primary evidence archive — ECOs, prints, test records, and the certification trail — compiled through the NotebookLM forensic registry:
Danko PRD ver 1.0.pdf— the governing requirements.- ECO 6531 (copper-foil shielding) / ECO 8114 (EMI gasket) / ECO 6466 / ECO 7774.
D-COMMAND_41905.xls— the UL Notice of Approval record.918014555-00_REVC.pdf— the bleeder-modified AC harness.942012899-00_REVC.pdf/919012908-00_REVD.pdf— sheet-metal and main-meter prints.- The Vegas Mode thermal test record (August 2004) — the 31/41°C and 56/61°C data.