


















Bazooka (Base Station) Forensic Report
I. Project Summary
- Role: Principal Mechanical Architect — base station (wall plate/chassis) for the Noon lighting system.
- Mandate: Provide structural mounting, high-voltage termination, and the power interface for the Sativa and Elvis control modules — inside 95% of existing residential switch boxes, with energy harvesting where no neutral wire exists.
- Core Achievement: Carried the chassis through a 100% mechanical-seizure validation failure and a retroactive scope assault to a scheduled 1,500-unit July 2017 production ramp.
II. The Anatomy of Failure
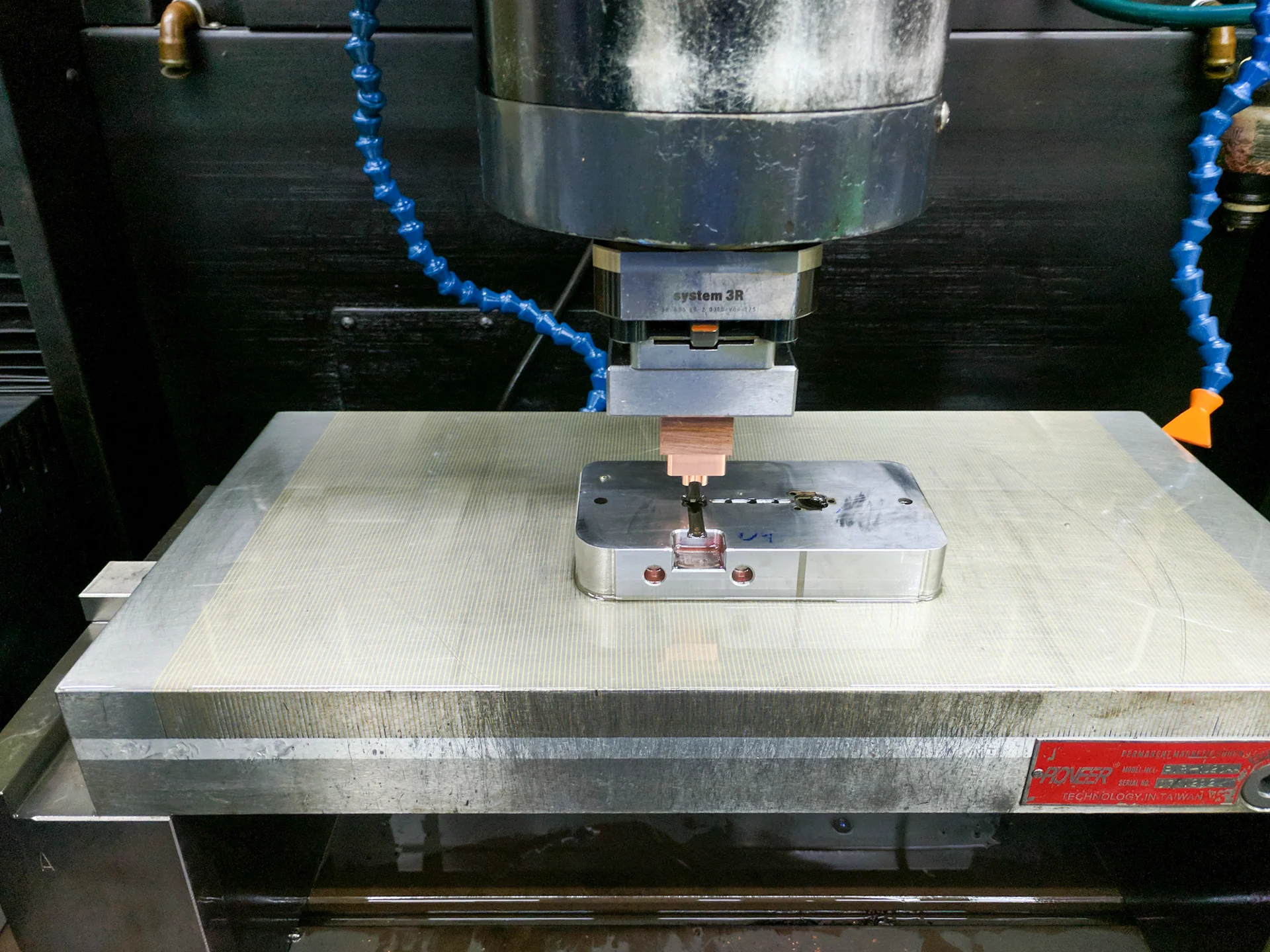
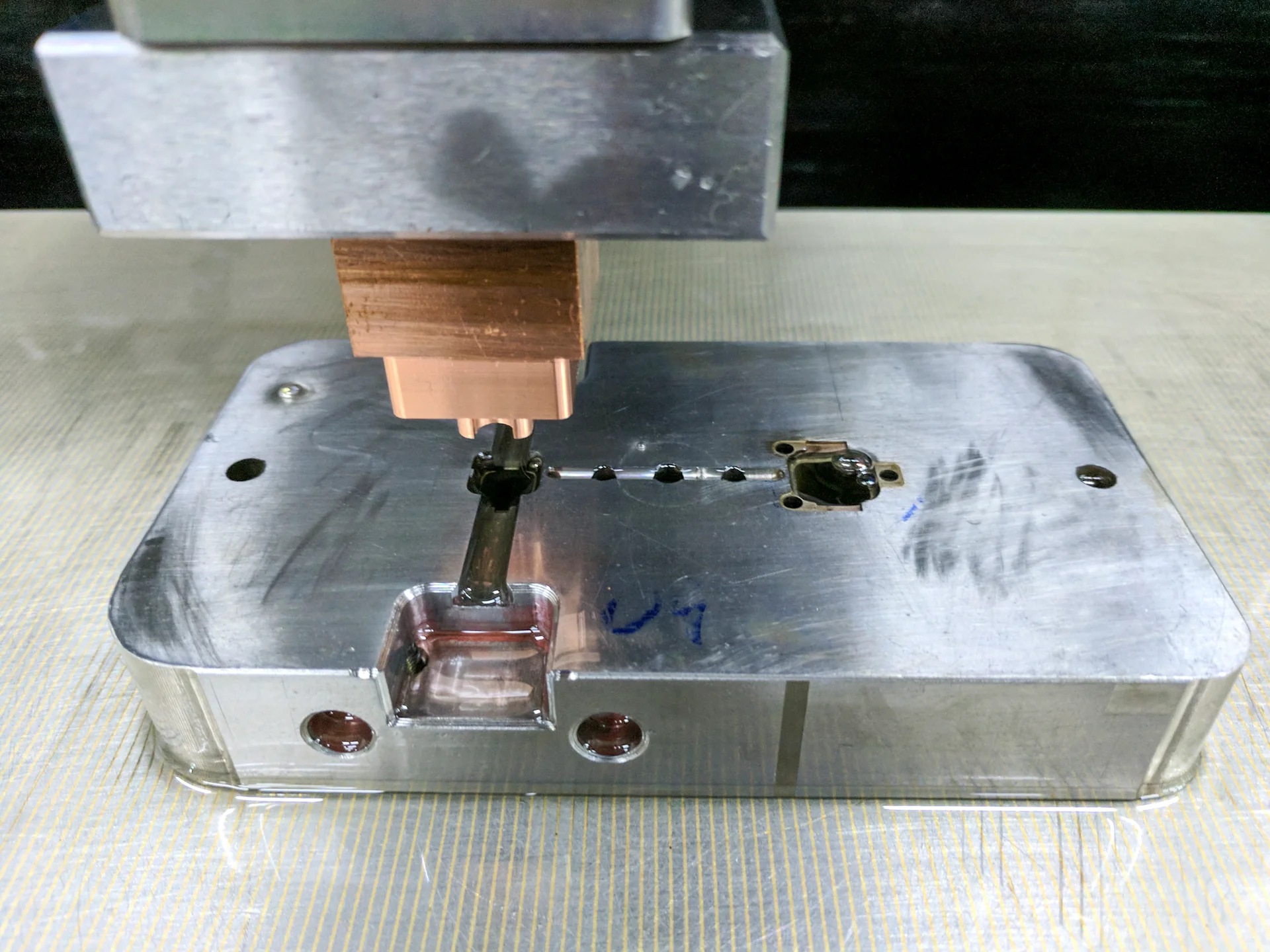
1. The Seizure: Fourteen for Fourteen
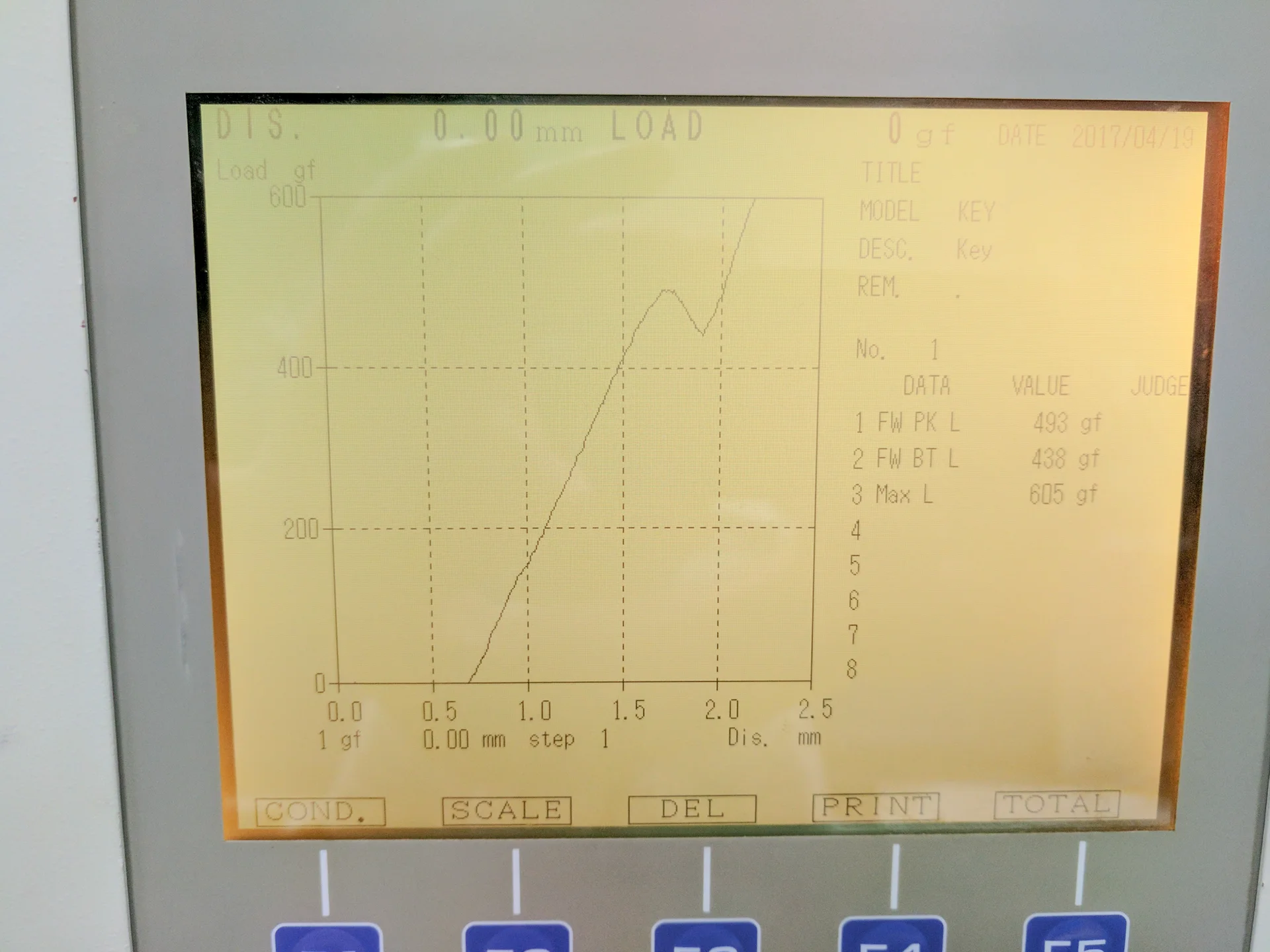
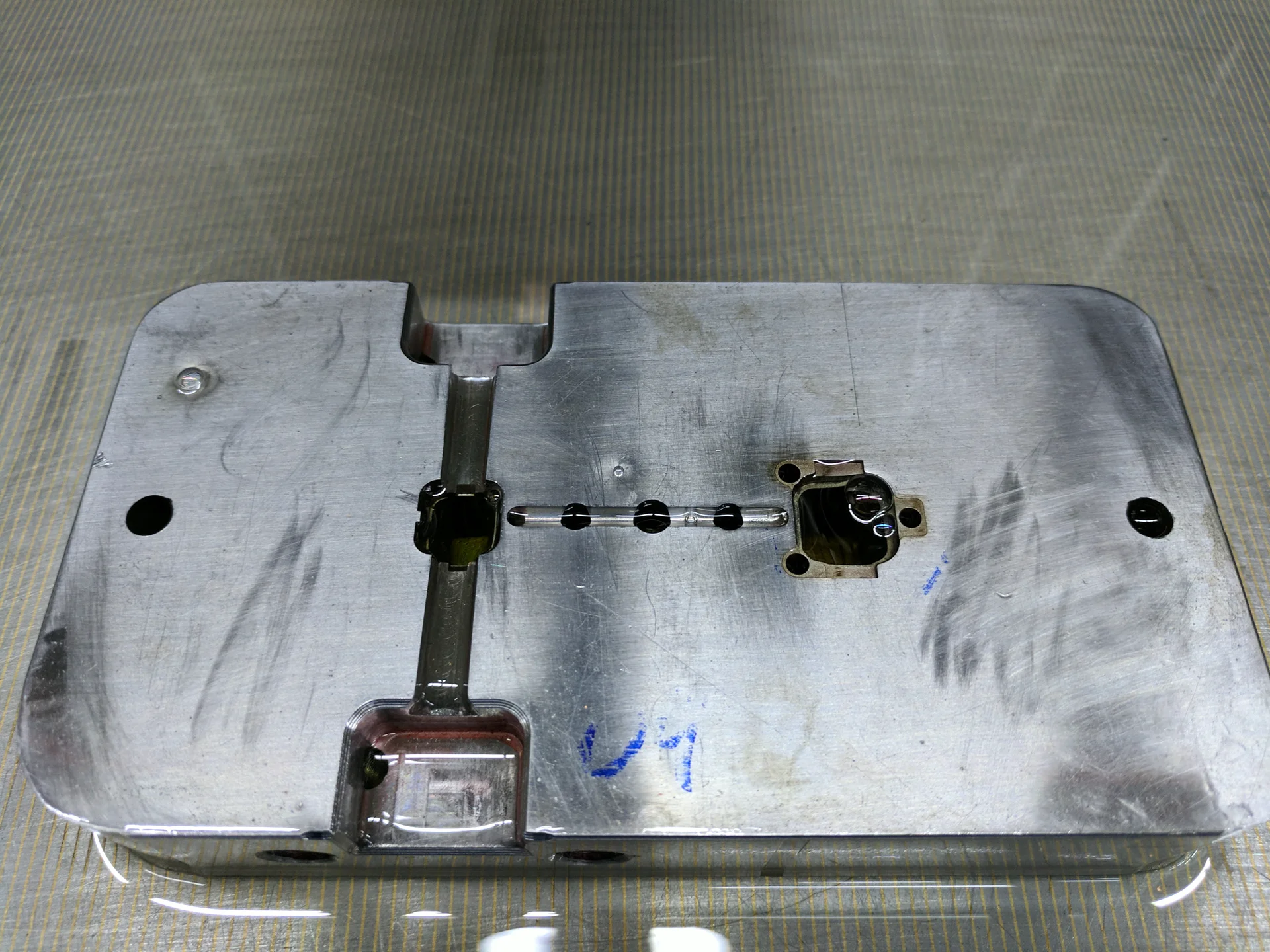
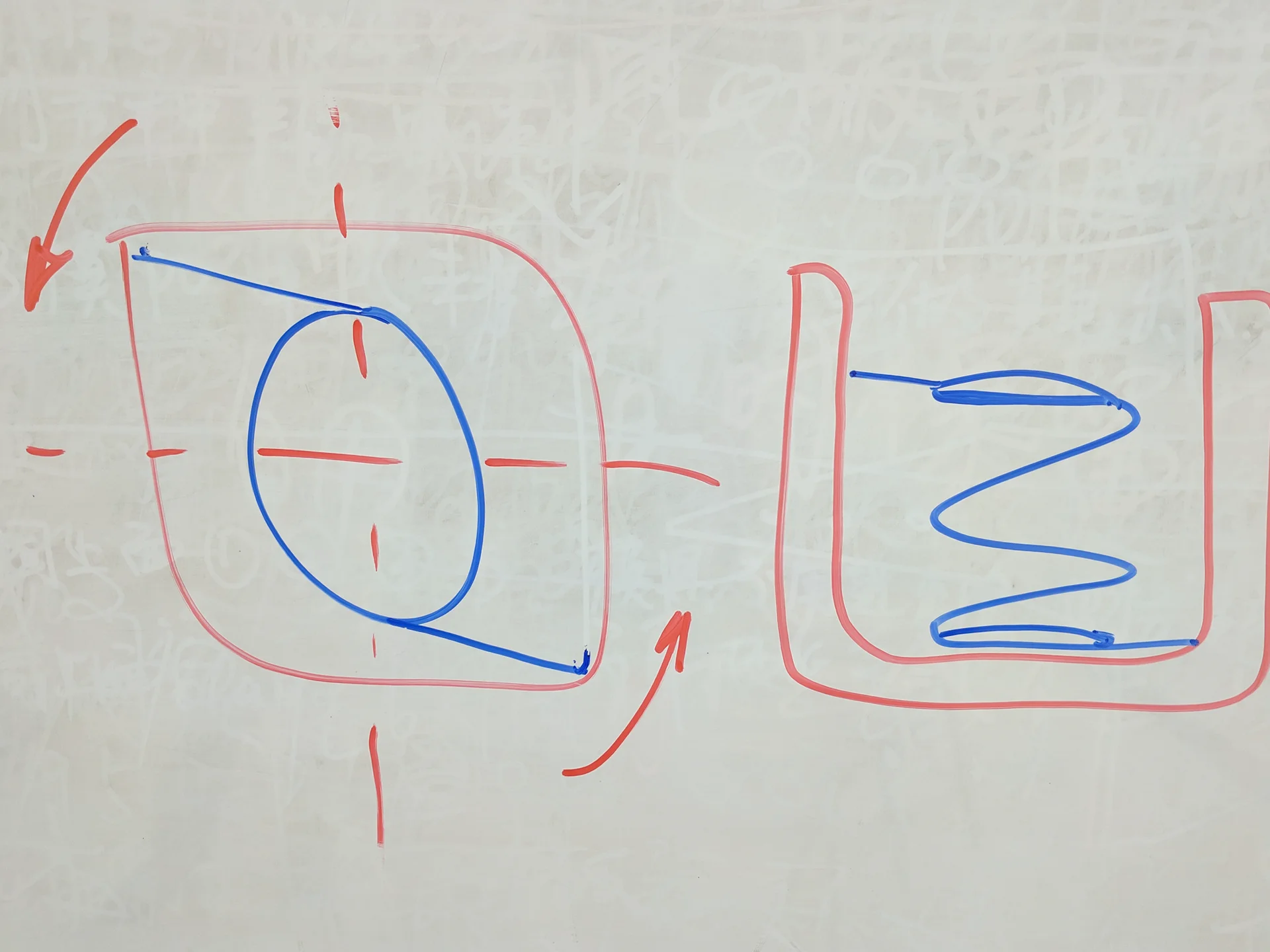
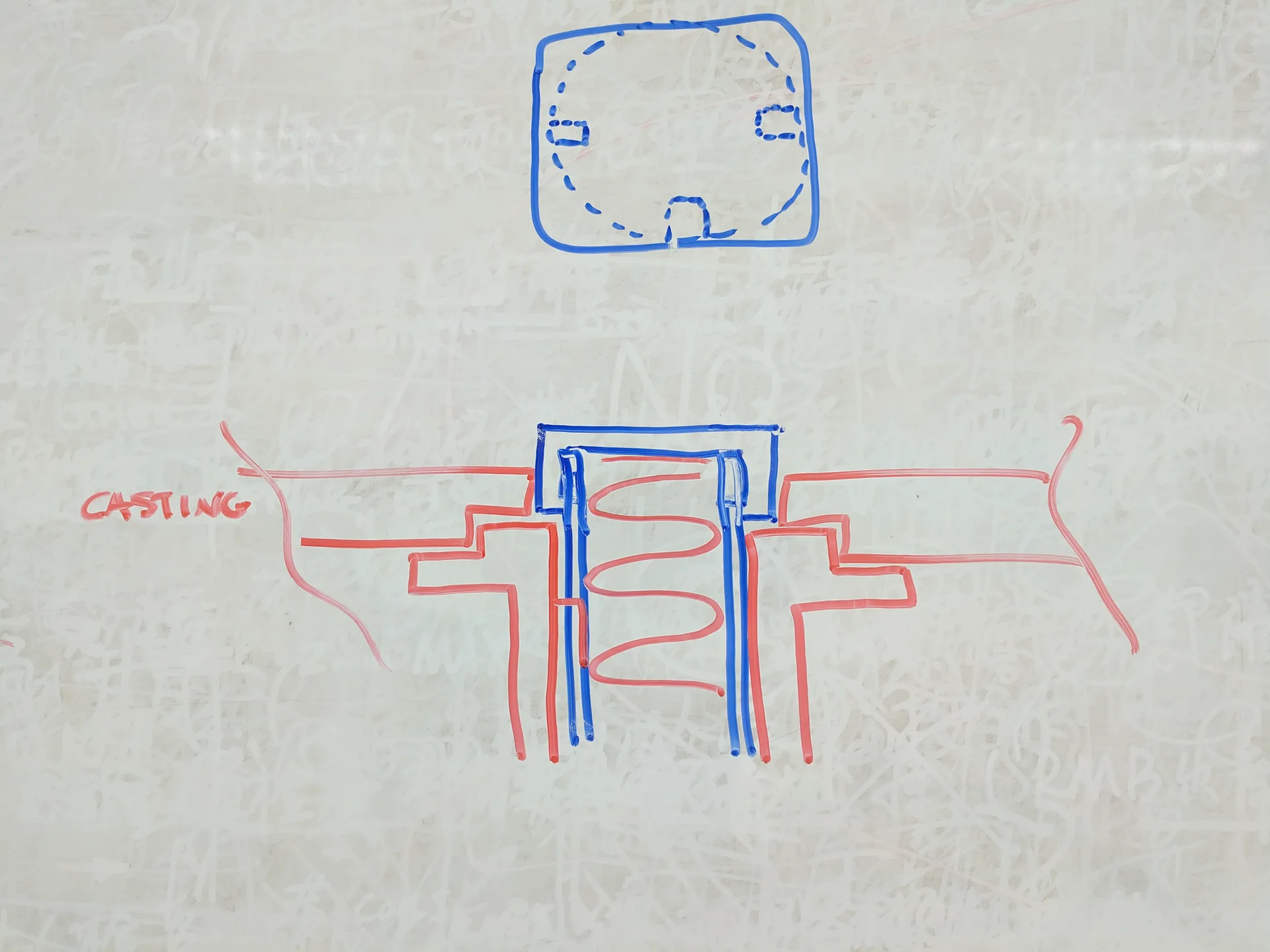
- Trigger: Dust-ingress removal testing failed absolutely — 14 of 14 units seized in the chassis, an operational deadlock where the device under test could not be extracted. Root cause analysis converged on the slide-lock geometry: large square dimples used to space the hooks concentrated stress and deformed the surrounding structure, compromising fit before dust ever entered the equation.
- Intervention: Replaced the square dimples with smaller circular dimples at equal depth — distributing the forming stress instead of concentrating it — and logged the full EVT2 mechanical punch list (warping, burrs, inconsistent hook tension) against the chassis design rather than patching symptoms one unit at a time.
- Result: A removable base station, with five named defects driven into the design record instead of the field.
2. The Scope Assault: Rejecting the Retroactive Decade
- Trigger: Mid-validation, management introduced a 10-year lifecycle requirement absent from the original architecture — the same retroactive mandate that hit the Elvis switch — threatening the DVT schedule against a structure never designed for it.
- Intervention: Formally rejected the requirement for the Bazooka architecture during EVT2, documenting that the product “was not informed a 10-year life long” at kick-off — containment by governance rather than silent absorption.
- Result: Architectural integrity and schedule preserved; the lifecycle debate resolved on the record, not in the tooling budget.
3. The Electrical Frame: High Voltage in a Wall Box
- Trigger: The chassis had to terminate mains power (100–132 VAC, ultimately an 850 W electronic switch), harvest energy through the load when no neutral wire existed, present an isolated 5 V/1 A interface to the mating module, and still fit a 105 × 44 × 32 mm envelope inside standard electrical boxes — while an EMI noise source isolated to the Bazooka architecture failed compliance during EVT2.
- Intervention: Escalated the EMI source to the power vendor for resolution at origin; enforced the mechanical air-gap switch (10,000-cycle rated, externally actuated) as the physical safety disconnect when the control module is removed; held the constraint hierarchy the PRD ranked explicitly — feature, then size, then cost.
- Result: A UL 1472 / FCC Part 15-framed power chassis with a true mechanical disconnect — infrastructure-grade behavior in a consumer wall plate.
4. The Finish Failure
- Trigger: The black zinc plating chipped after repeated installation cycles — a cosmetic durability failure on the one surface an installer touches most.
- Intervention: Logged against the EVT2 reliability record and driven into the finish specification rather than waived.
- Result: A documented cosmetic defect path — the difference between a known limit and a field surprise.
III. Governance & Rhythm
- The Pulse: Weekly action-review cadence under high-friction scope pressure, with tolerance stack-up analysis governing the top/bottom module gaps and thermal worst-case testing (45.3°C) deliberately deferred to EVT2 when v0.005 software couldn’t drive the display to condition — a documented deferral, not a skipped test.
- The Artifacts: The PRD lineage (the 2016 baseline against the May 2017 revision — 650 W to 850 W, quiescent power limits, surge rating); the EVT2 punch list; the reliability failure logs; the tolerance stack-up analysis.
IV. Quantified Impact
- Recovered from a 14/14 mechanical seizure failure via dimple-geometry redesign.
- Scheduled the 1,500-unit production run for the July 2017 ramp.
- Rejected a retroactive 10-year lifecycle mandate on the record during EVT2.
- Isolated one critical EMI noise source to the architecture and escalated it to vendor resolution.
- Specified a 10,000-cycle mechanical air-gap disconnect inside a 105 × 44 × 32 mm envelope.
- Logged five distinct EVT2 chassis defects into the design record.
V. Source Trail
The claims above rest on the project’s primary evidence archive — PRDs, punch lists, and reliability logs — compiled through the NotebookLM forensic registry:
040-00014_rev02.pdf— the 2016 PRD baseline;Bazooka-V1-03-May-2017— the revision.Design Issues.pdf— the EVT2 punch list, including the square-vs-circular dimple diagrams.EVT2_Reliability_Test.pdf— the dust/mechanical failure matrix.Locorol action review_05082017 ver2.pdf— the EMI failure and scope documentation.Colorado_Tolerance_Stackups_Fx.pdf— the gap tolerance analysis.